Welding Procedure Specification Requirement (WPQR) & Types of WPS
Welding Procedure Qualification Record (WPQR)
Definition: A record of welding variables used to produce an acceptable test weldment and the results of tests conducted on the weldment to qualify a welding procedure specification.
Besides, WPQR we would be discussing the Prequalified WPS in this part.
A WPS and PQR are mandatory documents when welds need to comply with a standard. Both documents are closely related, but they are not the same.
Planning the PQR
Plan your PQR to give you the greatest possibility of success!
- Base metal and filler metal grouping
- Thickness limitations
- Multiple processes require addressing essential variables for both processes
- Note that position is not an essential variable unless notch toughness testing has been required, take advantage of that
Base Metal
Assigned P numbers (M or S) so that similar base metals may be qualified by testing one base metal in the same P number (essential variable)
Group numbers may be assigned within a P number to further differentiate (supplementary essential variable)
– SA-106 Grade B > P-No.1, Group-No.1
» 60 KSI min specified tensile
– SA-106 Grade C > P-No.1, Group-No.2
» 70 KSI min specified tensile
Filler Metals
- F number
Electrodes and weld rods are grouped to reduce the number of welding procedure and performance qualifications where it can be logically done
- A number
- Classification of ferrous weld metal analysis
- Product Form
- Flux cored
- Bare (solid) or metal cored
- powder
Preheat
Decrease of more than > 100°F
– Essential variable
Increase of more than > 100 °F
– Supplementary essential variable
Post Weld Heat Treatment
PWHT
– Essential variable
PWHT (Time & Temp)
– Supplementary essential variable
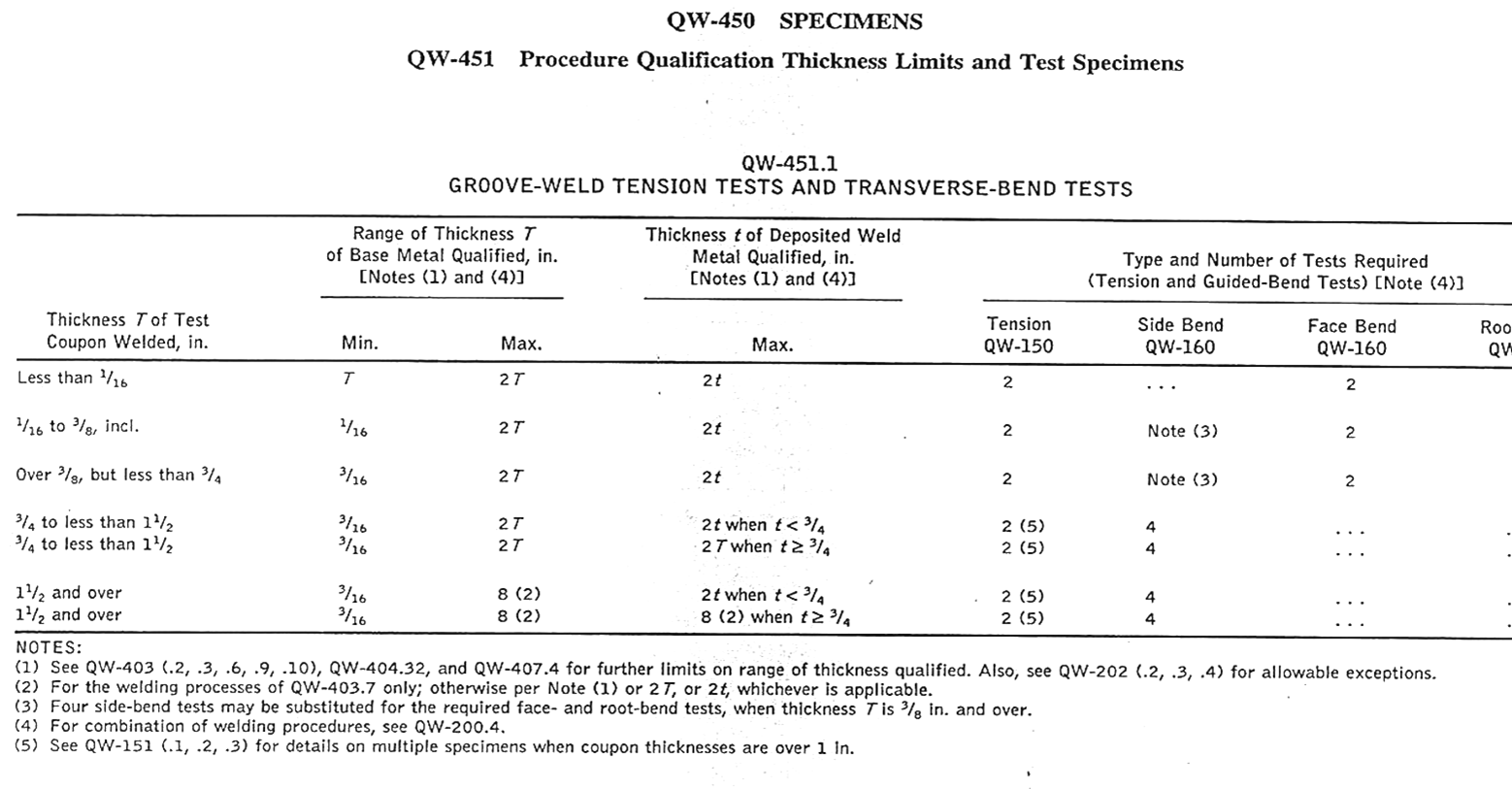
Base metal thickness (T) limits
– Essential variable
Test Plate or Pipe Joint
- 1 G Position when possible (Flat)
- Plan sequence of weld passes, if multi-pass
- Back grind and PT, if two-sided weld
- Grind stops and starts
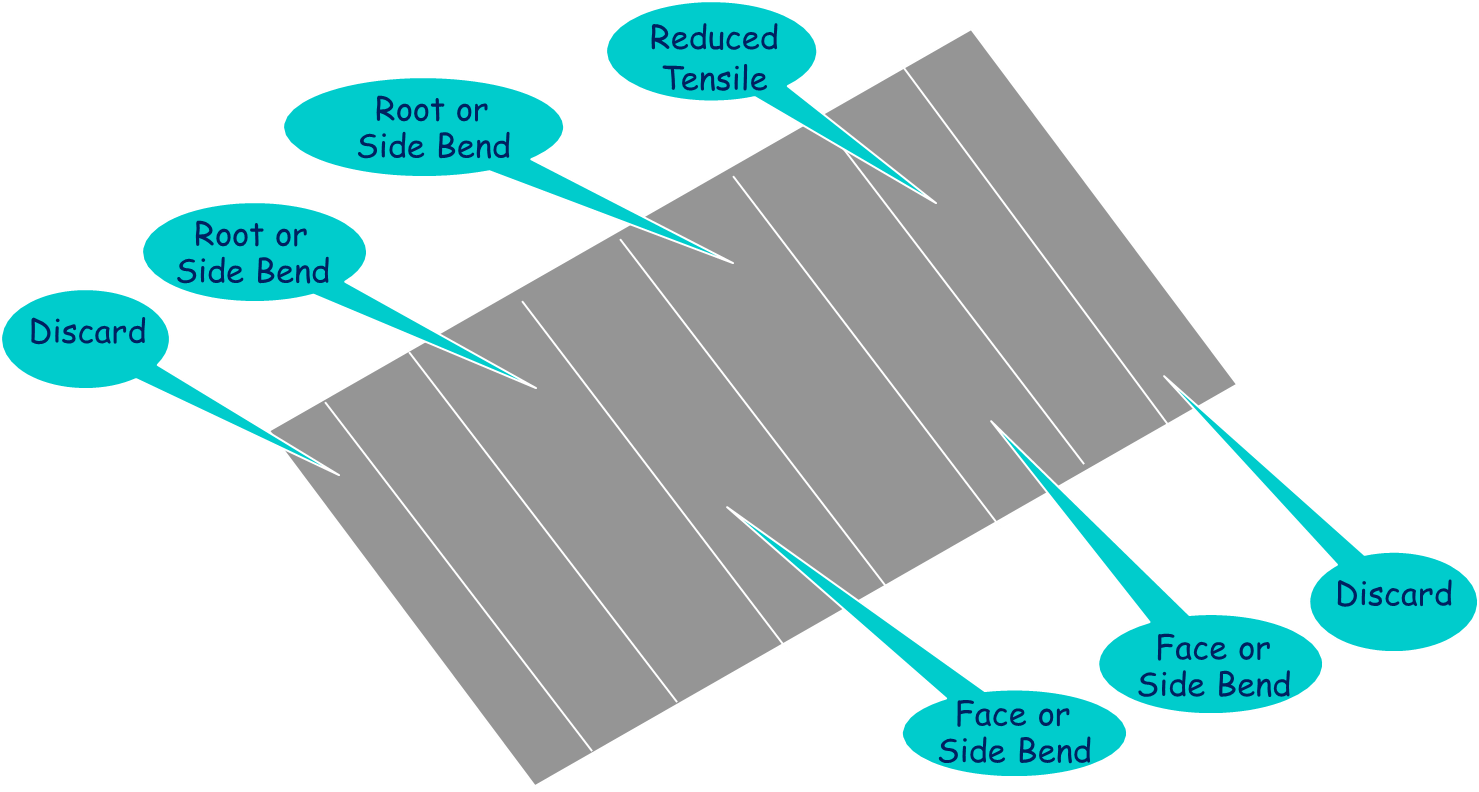
PQR Test Coupons
Simultaneous Tests
The Procedure Qualification and Welder
Qualification can be done at the same time
– Plate 1G
– Pipe 6G
Tests required for Procedure Qualification
- Bend
- Tensile
- Notch Toughness, if required by referencing Code
Required Testing for PQR
(ASME Sect IX)
Types of WPS
- WPS (Qualified by Testing with codes AWS and ASME)
- Pre-Qualified WPS
- Standard WPS prepared and sold by AWS known as SWPS
Standard WPS (SWPS)
A SWPS is define by AWS as a welding procedure specification qualified according to the requirements of AWS B2.1/B2.1M, approved by AWS, and made available for production welding by companies or individuals other than those performing the qualified test.
Essentially, a SWPS is a welding procedure that has been qualified by testing and has a proven track record of assuring quality. It is approved by the Welding Research Council.
All SWPS have not just one, but many Procedure Qualification Records (PQRs) that have proven the procedure time and time again.
SWPSs can be purchased from AWS.
A SWPS is similar to a prequalified WPS in that a fabricator can obtain it and use it without having to qualify it by testing unless otherwise stated in the contract documents.
Pre-qualified WPS
May be written to perform a specific weld within a limited range of variables
– One joint design (i.e. V-Groove with backing)
– Material thickness limited or un-limited
– Process (i.e., SMAW)
– Position may be limited or all position
– Current and voltage range limited
May be written to perform multiple welds, taking advantage of a broad range of materials, joint types, positions, etc.
Difference between SWPS and Pre-qualified WPS
The main difference is that a fabricator can purchase an SWPS from the AWS and they are good to go.
A prequalified WPS still needs to be developed by the fabricator, meaning they have to determine all of the essential variables.
For fabricators that lack proficiency in welding, an SWPS is better than trying to use prequalified WPSs.
If the fabricator has experience in welding and is comfortable developing and writing welding procedures, then taking advantage of prequalified WPSs will save them money.
A prequalified WPS is developed in-house with minimal cost
A SWPS will cost you between $200 and $270 depending on whether you are an AWS member or not.
Other than saving you money the use of prequalified welding procedures has many advantages.
Why Do we need Pre-qualified WPS
In case, the fast track job is required since the time is short.
In prequalified welding procedure we are not doing any testing, thus fast to implement. The testing has been done by others and the results have been verified.
Advantages
- Time
- Money
- Lower level of expertise required.
- Quality assurance
- Option to purchase
Advantages and DIsadvantages of Pre-qualified WPS
Advantages
- Time – eliminates or greatly reduces the time for procedure development as well as the time for testing procedures.
- Money – eliminates the cost of employees’ time in development and testing of welding procedures. It also eliminates the costs associated with destructive testing performed in-house or by third parties.
- Lower level of expertise required – Since you are not starting from scratch you don’t need to have expertise in procedure development to end up with a WPS.
- Quality assurance – If followed properly, the prequalified WPS provides reasonable assurance that sound welds will be produced.
- Option to purchase – if you don’t have anyone in-house that can navigate Clause 3 of D1.1 or have the ability to assure compliance, you have the option of buying a
Disadvantages
- There are strict requirements for the use of a pre-qualified welding procedures
- There are limitations in terms of material group, welding positions, bead thickness, maximum amperage, maximum electrode size and joint configurations as well as other limits.
- One of the most common is using short-arc (short circuit metal transfer) in a prequalified procedure. This is NOT allowed. You can qualify short-arc by testing, but you don’t have the option to use it in a prequalified procedure.
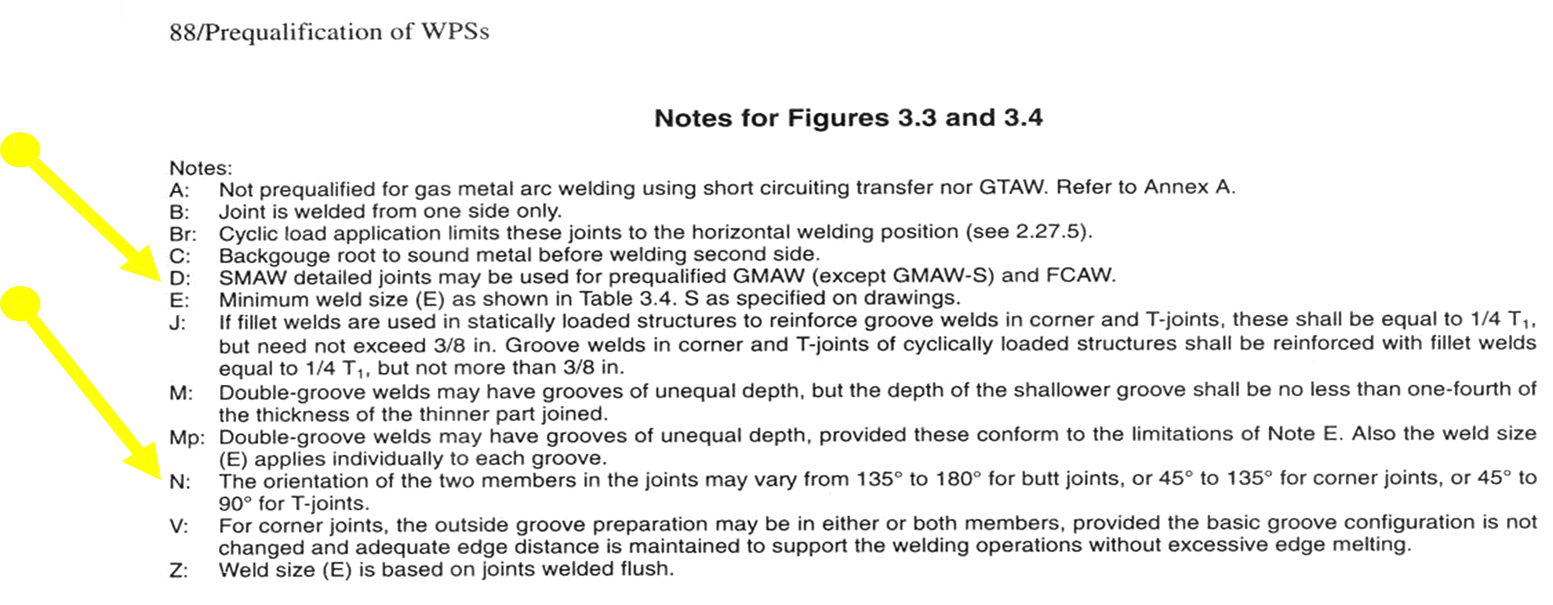
AWS D1.1 Pre-qualified WPS
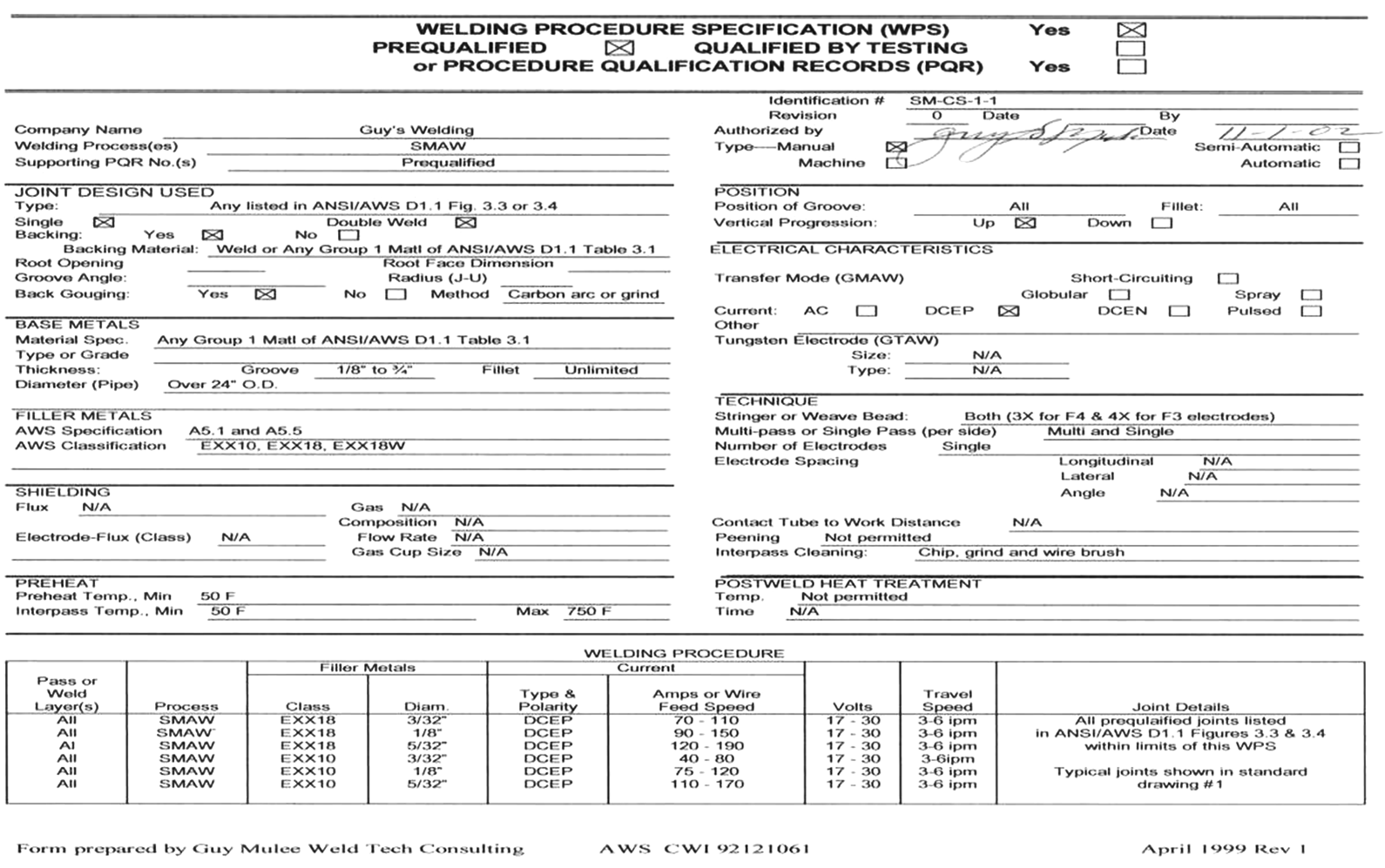
AWS D1.1 Pre-qualified WPS
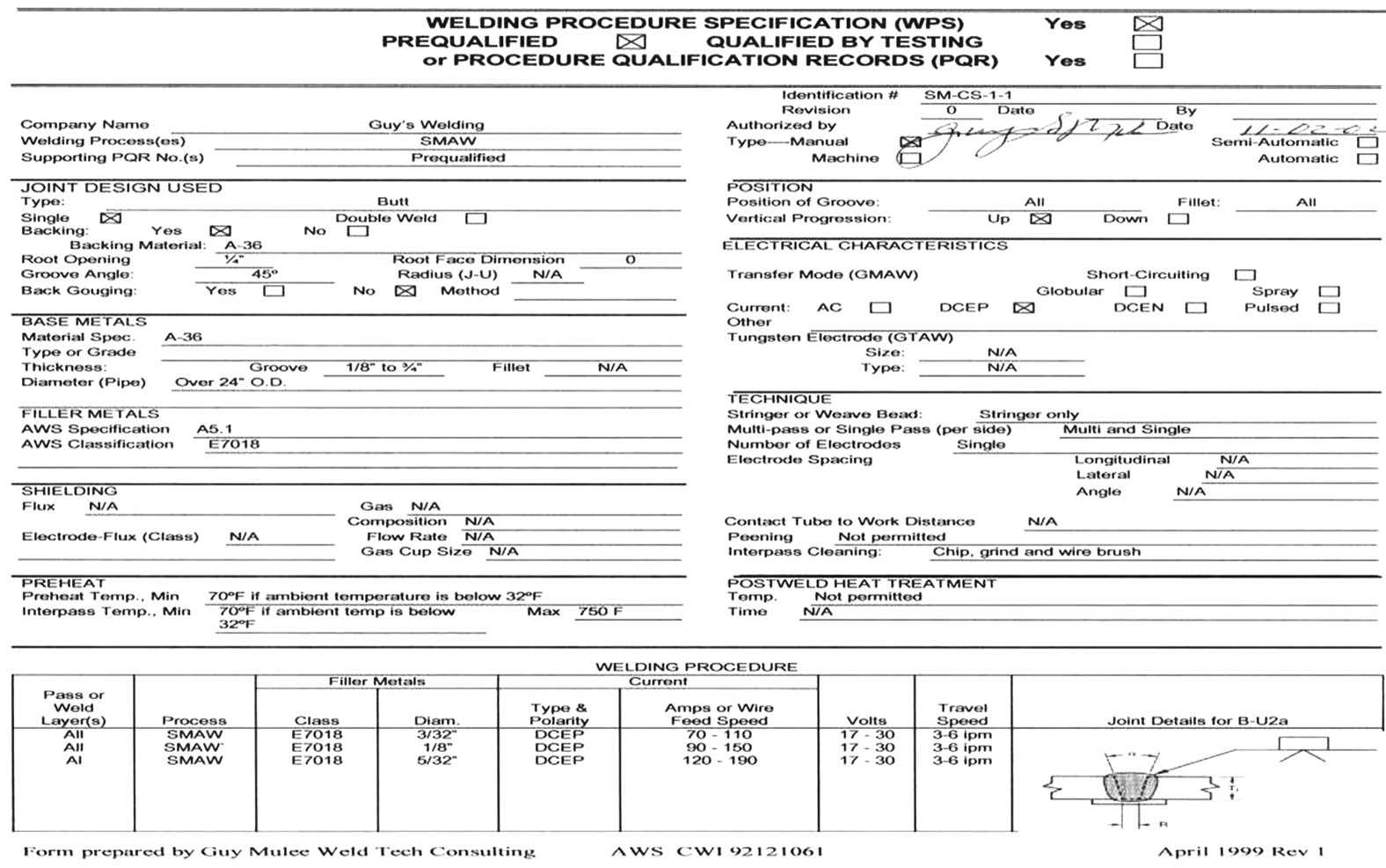
AWS D1.1 Pre-Qualified joint Design
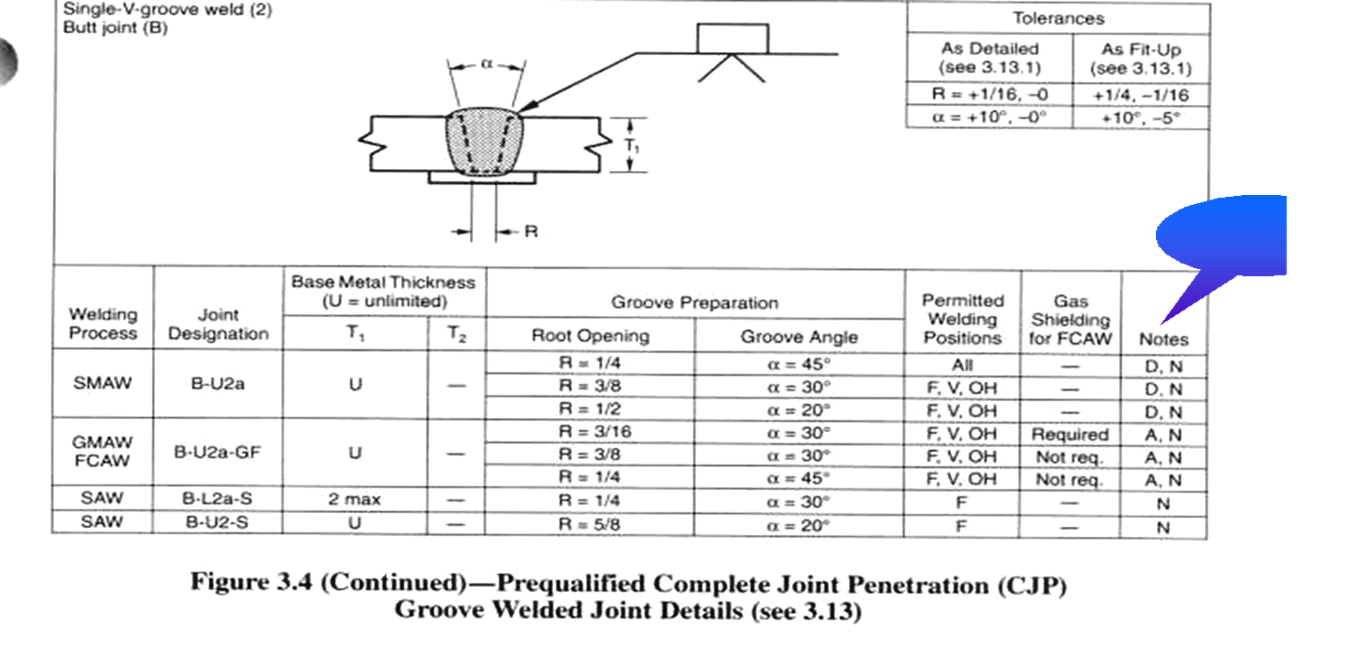
Notes