Welding Procedure Specification (WPS)
Welding Training Course ( WPS, WPQR and WQTR)
In this section, the following topics would be covered in detail. The PPT is given at the end of the page after scrolling down
- Welding Procedures Specification (WPS)
- Welding Procedure Qualification Records (WPQR)
- Welding Performance Qualification Record/Test (WPQR/WPQT)
Based on AWS (D1.1) & ASME ( Section VIII and IX) Welding Procedures
What is Welding Procedure Specification (WPS)
Definition: A Welding Procedure Specification, or WPS, is a document that serves as a guide for the effective creation of a weld that meets all applicable code requirements and production standards.
Example of WPS
Think of a WPS as a recipe for welders. In the same way that a recipe for a cake details what ingredients and quantities you’ll need, a WPS contains details that are necessary to create the desired weld.
This includes information such as base metal grade, filler metal classification, amperage range, shielding gas composition, and pre-heat and interpass temperatures.
The idea is that if a group of welders adheres to all the details on a WPS, they should each be able to produce welds with reasonably similar mechanical properties.
Welding Procedure Qualification Record (WPQR)
Definition: A record of welding variables used to produce an acceptable test weldment and the results of tests conducted on the weldment to qualify a welding procedure specification.
A WPS and PQR are mandatory documents when welds need to comply to a standard. Both documents are closely related, but they are not the same.
Welding Procedure Qualification Record (WPQR)
A test that is performed to demonstrate that the contractor can make satisfactory welds as specified in the Welding Procedure Specification
Mechanical testing is required and NDE may be required, depending on the Code being qualified to
Impact testing may be required by the referencing Code (i.e., ASME Sect VIII)
What is WPQR 1/2
Before WPS can be drafted, a preliminary set of procedures and materials must be established. This initial procedure is used to create a series of welds which are then mechanically tested to ensure they meet all applicable requirements
The procedures for creating and testing the sample welds, as well as the final results, are documented on a Welding Procedure Qualification Record, or WPQR. If the test results are acceptable, the WPQR is approved and can then serve as the foundation on which one or more WPSs are drafted.
In short, a PQR serves as evidence that a given WPS can, in fact, be used to produce an acceptable weld.
What is WPQR 2/2
In simple terms:
- The WPS is written from the PQR.
- A PQR comes before a WPS.
- A PQR is needed to do a WPS.
- The PQR is specific
- While the WPS is generic.
Why WPQR is Required
A design engineer selects material for a specific application.
Welding engineer to see that the weldment also meets the design criteria of the designer.
Welding is a very important and critical operation in fabrication of pressure vessels, piping, boiler, ASME Sec IX codes which affect the procedure and performance
Difference between PQR and WPS
A WPS and PQR are mandatory documents when welds need to comply to a standard. Both documents are closely related, but they are not the same.
The PQR is a standard document, which Welders and engineers who create the welded product develop a WPS to make the product comply with the standard quality.
In contrast, the PQR is often associated with inspectors, manufacturers, or contractors who use the document for testing and verification purposes.
A WPS has the welding parameters explained in the context of instructions to allow for the welder to reproduce the product with a particular quality and standard. A WPS is usually filled with numerous texts, images, and sentences in accordance to its being an instructional guide.
On the other hand, a PQR is like a checklist with blank lines and spaces for written notes that will be filled out by the inspector during the inspection.
Before the inspection, the WPS document is the object of the attention of the welders. Meanwhile, during and after the inspection, the PQR is the document of concern for inspectors, contractors/manufacturers, and welders?
The PQR acts as the evidence that the testing of the piece, that was used to write the WPS, was carried out and complied to the standard.
A WPS has the welding parameters explained in the context of instructions to allow for the welder to reproduce the product with a particular quality and standard.
Welder Performance Qualification Test (WPQT)
Performance test which determines the welders ability to make acceptable production welds under a given set of conditions (essential variables)
– Process
– Joint type
– Base metal
– Filler metal
– Position
– Gas
– Electrical characteristics
Which Comes First 1/3
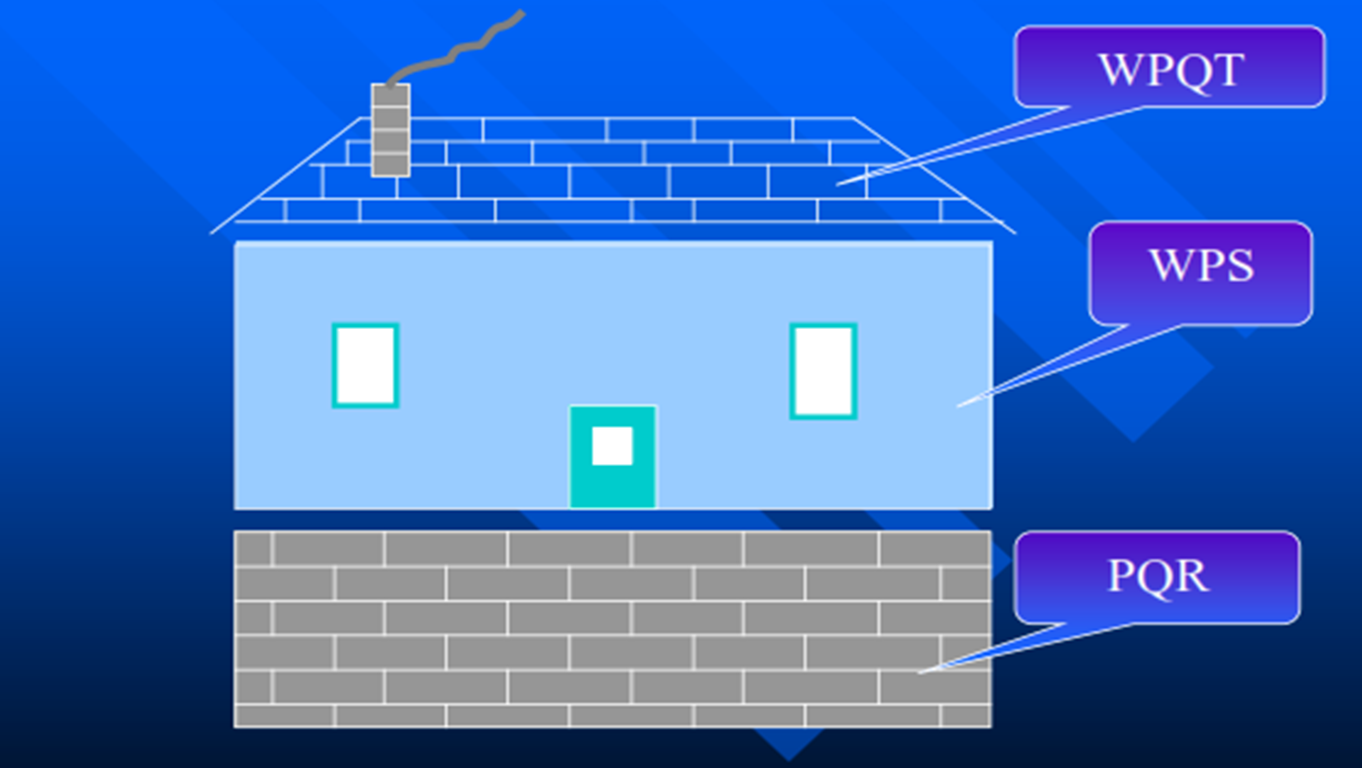
Which Comes First 2/3
- To frame a house you need to know the size of the foundation
- To build a foundation you need to know the size and shape of the house
Which Comes First 3/3
The roof does not have to cover the house but should be fully supported by the framing
The Welding House
- The WPS and the PQR are developed concurrently
- Rough draft the WPS to determine how to do the PQR(s)
- More than one PQR may be required to fully support the WPS (e.g., thickness range)
- Welder Performance qualification tests (WPQT) should be designed to not exceed the limits of the WPS but do not need to meet all of the limits of the WPS.
Applicable Codes for preparing WPS
- AWS D1.1
- AWS B2.1
- ASME Section IX)
AWS Codes D1.1
Many AWS Codes allow the use of Pre-Qualified Welding Procedure
- What define welding parameters for the welder and are within defined limits set by the referencing Code (e.g., AWS D1.1)
- Welding procedures that exceed the limits for pre-qualification must be qualified by testing
AWS B 2.1
AWS B 2.1 is regarding the Specification for Welding Procedure and Performance Qualification for the (SWPS). In this we have the following for comparison:-
– Base metals categorized in M number format Similar to ASME P numbers
– Similar to ASME Section IX
ASME B&PV Code Sec IX
ASME B&PV Code Section IX contains the guidelines for welding procedure welder qualification
– Requires procedure qualification for all welding procedures except when the contractor has adopted one of the AWS Standard Welding Procedure Specifications
How to Develop the WPS
The following attributes will be discussed for essential variables, supplementary variables, and non-essential variables
Process(es)
Material(s)
Material thickness
Joint design
Filler metal
Weld deposit thickness
- Positions
- Pre-heat
- Post heat
- Shielding gas
- Electrical characteristics
- Technique
What WPS Contains
The WPS should describe all essential, non-essential and
when required by the referencing Code supplementary
essential variables for each welding process.
Qualify or Not to Qualify
Does the Code allow the use of a pre-qualified Procedure?
Does planned WPS stay within the limits of a pre-qualified procedure?
– Process, joint type, material, filler metal, position, deposit thickness
Let us check, which are the required essential and if applicable
supplementary essential variables are for
- Process Joints
- Base metals
- Filler metals
- Positions
- Pre & post-weld heat treatment
- Gas
- Electrical Characteristics
- Technique
Essential Variables
Essential variables are those in which a change, as specific variables,
is considered to affect the mechanical properties of the weldment
If there is a change in the essential variable the procedure must be re- qualified
Examples: Base Metal P number
Filler Metal F Number
Supplementary Essential Variable
Supplementary essential variables are required for metals for which other Sections or Codes specify notch-toughness testing and are in addition to essential variables for each process
This means that when ASME Section VIII (which requires qualification to Section IX) also requires notch toughness testing on a material, the supplementary essential variables become essential variables for that WPS. A change in either essential or supplementary essential variables requires re-qualification of the procedure
Example of supplementary essential variable, change of group
– SA-106 Grade B > P-No.1, Group-No.1
» 60 KSI min specified tensile
– SA-106 Grade C > P-No.1, Group-No.2
» 70 KSI min specified tensile
Nonessential Variables
Nonessential variables are those in
which a change, as described in the specific variables, may be made in the WPS without re-qualification
Examples : Techniques, Position ,
Electrical characteristics
SMAW Variables (ASME Sect IX)
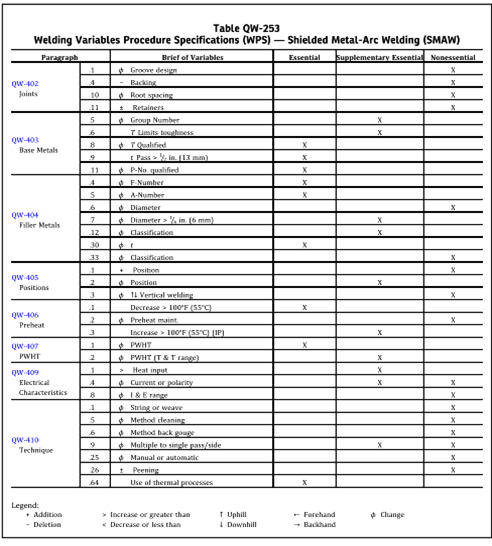
Important Welding Data
- A SWPS is designed by AWS as a welding procedure specification qualified according to the requirements of AWS B2.1/B2.1M, approved by AWS.
- A butt weld approves a fillet weld but not vice versa.
- Variables that are essential for performance qualification are often nonessential variables for procedure qualification and vice versa
- The welding position and the welding preparation are not essential variables for procedure qualification.